


新闻资讯
锂电池超声焊接原理及影响因素
以下文章来源于顺锂成章 ,作者顺锂成章
焊接工序作为锂电池制造工艺中的关键一环,被应用于锂电池铝/铜正负集流体、极片以及电池封装等多个位置的连接,任何焊接接头缺陷都将显著影响锂电池性能的一致性。因此,理解超声焊接过程十分必要。
1、超声焊接原理在超声焊接过程中,换能器把高频电信号转化为超声振动信号,高频振动通过焊接工具头传递到待焊金属表面,界面金属氧化膜在一定的压力和超声振动的剧烈摩擦作用下破碎,界面洁净金属接触并在摩擦和超声软化的共同作用下,进一步产生塑性流动和扩散使连接面积逐渐增大最终形成可靠的连接。
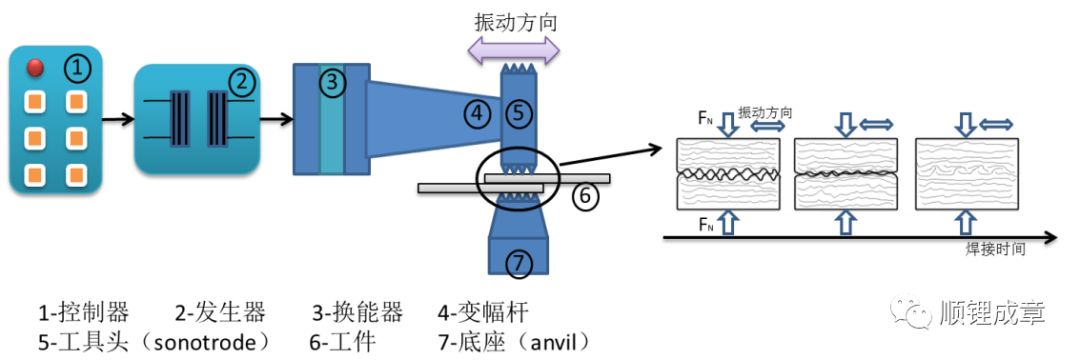
焊接接头的形成需经过两个阶段:过渡阶段和稳定阶段。
过渡阶段为清除焊件表面膜和氧化物的短暂过程,稳定阶段为界面产生相互扩散并使相互扩散稳定的过程。在过渡阶段,焊件表面氧化物膜由于强烈磨擦作用破碎,此时磨擦为主要热源,工件温度升高使工件材料屈服强度降低,有利于工件表面氧化膜破碎及发生塑性变形,对接头形成有重要作用。
稳定阶段,金属接触表面变得平滑后摩擦作用减弱,热量由于产生塑性变形而在焊接界面聚集,在此过程中的热量是由工件的塑性变形过程产生,工具头施加的压力致使界面原子之间产生作用力而形成的金属连接过程。
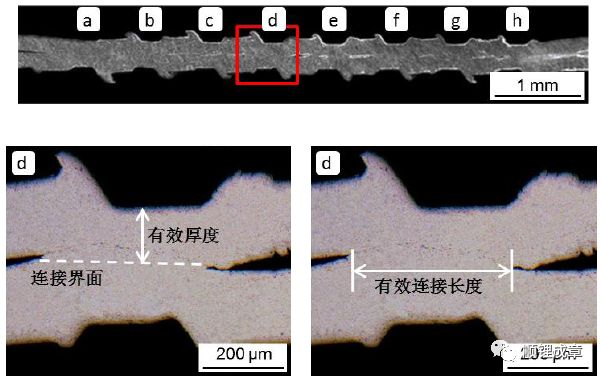
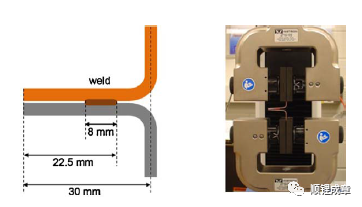
与工件连接界面仅在压痕槽下方存在连接,接头连接界面的所有槽下方的连接长度求和得到接头连接长度的总和,称之为有效连接长度,也是塑性变形量的一个衡量指标。
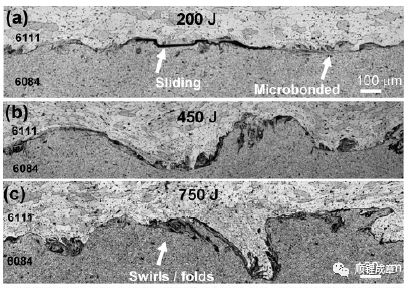
焊接区域微观形貌
2、超声金属焊接工艺参数研究超声金属焊接过程的主要工艺参数有焊接压力、焊接能量/时间、工具头振幅和工具、头齿纹与尺寸等。
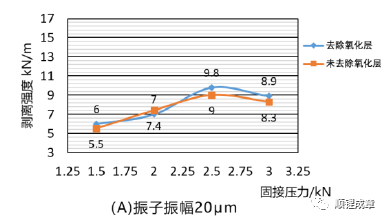
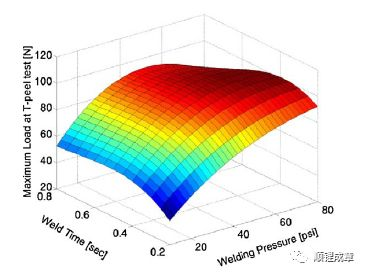
(1)压力的影响焊接压力对焊接接头质量的影响显著,焊接接头强度随压力的增大先增加后减小。焊接压力会改变焊接界面的滑动阻力,焊接压力较小会导致界面的滑动阻力较小,使摩擦产生的能量不足以让界面形成有效连接;焊接压力过大导致工具头下压过深,焊接界面金属产生相互咬合而影响了界面的相对运动,阻碍界面金属进一步连接,导致焊接接头的力学性能变差。因此,合适的焊接压力参数对焊接质量有决定性。
时间的影响焊接时间直接影响了焊接过程中能量的输入,对焊接效果有着直接的影响。焊接时间过短,输入能量不足,由于没有充分的摩擦,难以形成有效的焊点;随着焊接时间的增加,相互摩擦引起温度升高,工件材料开始软化,焊接区域界面氧化膜破损及塑性变形,能形成较好的连接;当焊接时间进一步延长,焊头容易在工件表面形成较深的痕迹,对焊接效果产生不利的影响,此外,过长的焊接诶时间易导致焊头与被焊工件的粘结;
(2)振幅的影响超声波焊接过程中工件与工件形成的振动系统,振幅直接影响工件界面振动的瞬时速度,最终影响摩擦生热及塑性变形,对焊接质量造成影响。
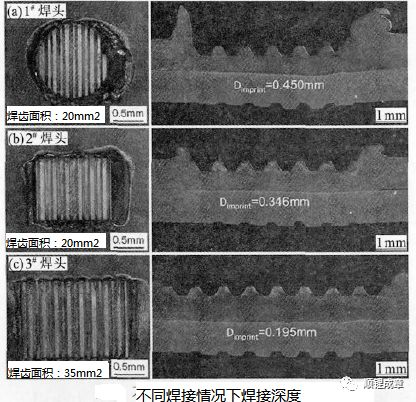
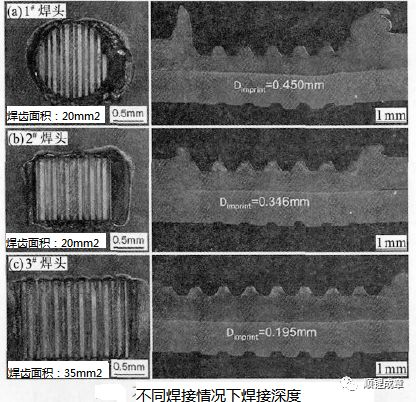
(3)焊头的影响焊头是超声波金属焊接的关键组成部分,焊接过程中,焊头在压力作用下要抓紧被焊工件,这样,超声波焊机产生的机械振动才能传递给被焊工件界面以形成固相连接。焊头面积不同,会导致焊接过程中焊接压力的分布不同,即连接界面的具有不同的应力,使焊接过程中摩擦力不同,从而使焊接过程中摩擦产热量不同,导致焊接过程中工件温度不同,最终影响接头质量。而焊头花纹齿深则决定焊头花纹嵌入工件表面的难易程度,也直接影响工件表面压痕深度,间接影响焊接过程中工件温度,对接头质量造成影响。因此,焊头形貌及尺寸对接头质量有非常关键的作用。
焊头面积相同时,矩形焊头比圆形焊头产生的塑性变形程度强烈;焊头形状相同时,面积大的焊头能使焊接区塑性变形程度更强烈。
焊头面积相同时,圆形焊头更容易将焊头下方的工件材料挤出,形成更深的压痕;焊头形状相同时, 面积小的焊头使工件表面接触区域压强较大,从而形成更深的压痕。
3、焊接质量监视
(1)破坏性测试超声焊接的好坏,可直接通过检测焊接区域的抗拉情况进行判定,当虚焊与过焊时,拉力值均会很低。

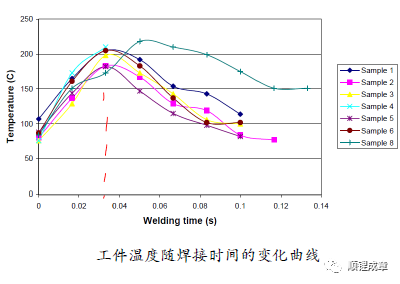
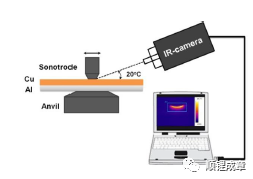
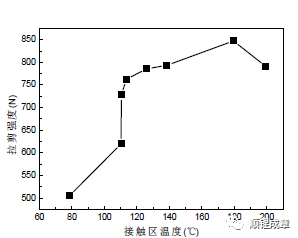
(2)红外测试焊接工艺参数不同,导致焊机供给被焊工件的焊接总能量变化,必然引起焊接过程中的摩擦作用不同,致使焊接过程中产生的热量变化,那么焊接过程中工件的温度也将随之变化,焊头-工件接触区温度可以有效反映接头强度,可以通过测量焊接过程中工件的温度预测接头质量。但接触区温度并不是越高越好,对于每种被焊材料匹配,都有一个临界温度值,工件温度小于临界温度时,温度越高则接头强度越高;工件温度大于临界温度时,接头强度则会减弱。
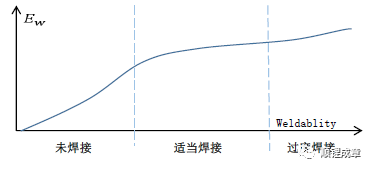
(3)能量反馈不同的焊接参数,不同的焊接效果所需的能量是不一样的,可以通过检测焊接过程的焊接能量进行判断。
参考文献
1、Kim T H , Yum J , Hu S J , et al. Processrobustness of single lap ultrasonic welding of thin, dissimilar materials[J].CIRP Annals - Manufacturing Technology, 2011, 60(1):17-20.2、Bakavos D, Prangnell P B. Mechanisms of joint andmicrostructure formation in high power ultrasonic spot welding 6111 aluminiumautomotive sheet[J]. Materials Science and Engineering: A, 2010, 527(23):6320-63343、李东, 赵杨洋,张延松. 焊头几何尺寸对铜/铝超声波焊接接头塑性变形的影响[J]. 热加工工艺(9):157-159.4、李东. 层叠式锂电池制造中金属极片的超声波焊接工艺优化方法[D]. 上海交通大学, 20135、肖中扬. 超声固接带状金属箔的工艺及机理研究[D].